



In addition to natural gas, oil and nuclear power, coal is a major factor in the generation of electrical power. In line with the rapid development of the economy and of technology we have a continuously growing demand for electricity as mankind invents computers, intelligent home appliances, electric cars, intelligent robots and many more products that use electricity. Still rising consumption e.g. in China, India and the United States could bring global coal-fired power demand to a new all-time high. The requirements for electric power equipment are increasing: the need for them to be safe and reliable, with high availability, easy to install, no leakage, maintenance-free and to meet the requirements for environmental protection.
How to equip the lifeline of the power plant
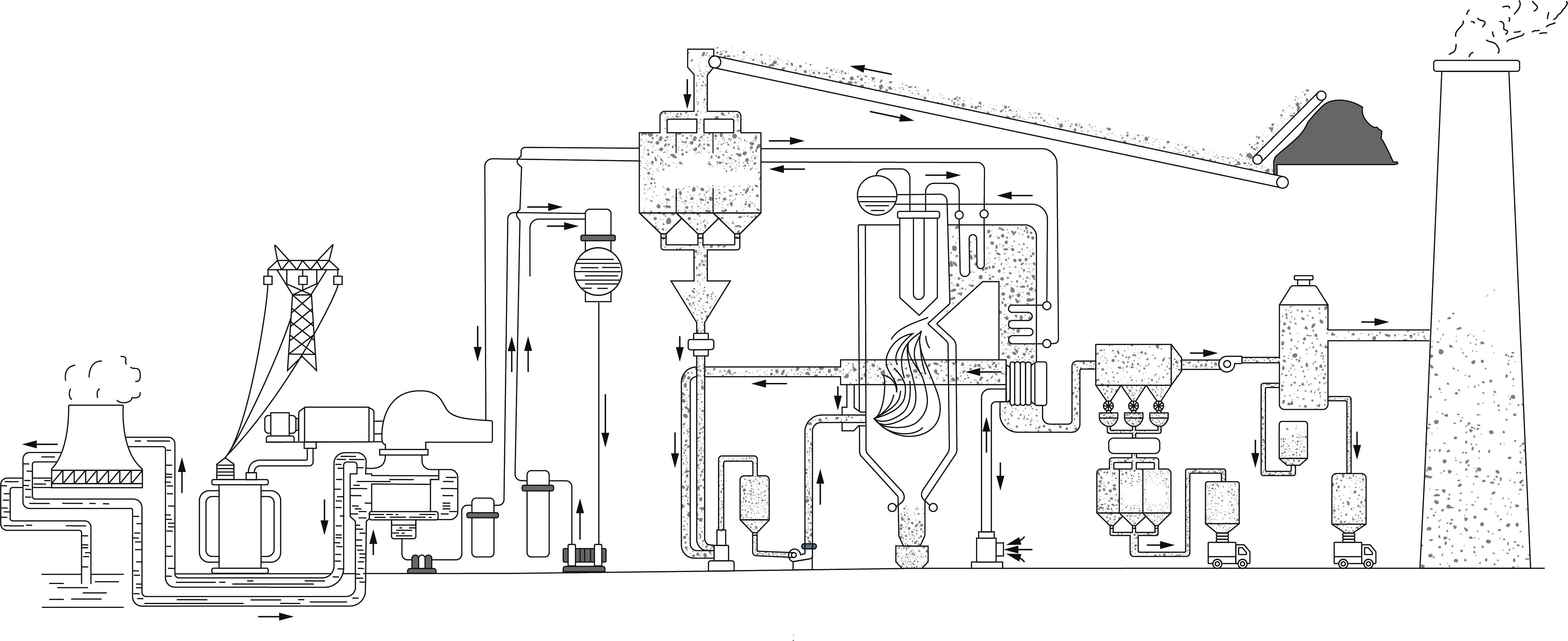
End of last year a big coal-fired power plant, located in Kharagpur, West Bengal, was looking for uncomplicated, high-performing and absolutely reliable measurement technology at an affordable price that can be safely and easily integrated into any equipment. The aim should be to design the processes and their transitions more smoothly, and to achieve more control and transparency over the individual process containers and their contents. Initially, it was about equipping the coal chutes and raw coal silos, where the processes kept getting stuck, not least because of the cumbersome content controls. The coal handling system is one of the main auxiliary systems of the power plant, which has all manner of equipment types, systems and unique operation and control methods. In recent years, with the significant improvement of the automation level and the application of PLC, its technology has increased significantly. The coal handling system can be compared to "a lifeline of the power plant". Once a failure occurs, it affects the safe and stable economic operation of the power plant.
The team from UWT Level Control India Pvt. Ltd. thus tested by actual application conditions different products that have been already successfully applied in processing stages of coal and ash handling systems. Chosen for installation in raw coal storing was the electromechanical lot sensor or plumb bob for continuous level monitoring, accompanied by rotating paddle switches for demand detection in the coal chute. This durable technologies are considered as all-rounders in coarse-grained materials and maintenance free reliability. Two classic solutions with modular design for many configuration options to implement transparent and more efficient process performance.
Rotary paddle level switch with angled extension for coal chute
In addition to a high degree of robustness, the main criterion when choosing the rotating paddle sensor was to provide a smooth, continuously functioning result display for demand detection within the coal chute. Depending on the requirements, the rotary paddle level sensors are used as a full, demand or empty detector in storage silos or process vessels and are suitable for use in almost all solids. With their simple electromechanical measuring principle and modular design, they can be easily adapted to extreme process conditions. The installation in applications with process temperatures of up to 1100 °C (2012 °F) and process pressures of up to 10 bar (145 psi) is limitless possible.
For a level limit switch for the coal chute, the particular challenge was the high bulk size of the coal that varies from 40 mm to 500 mm (1.5748 in to 19.685 in). The temperature is up to 80 °C (176 °F) and there are different process pressures up to 0.8bar (11.6psi). The demanding process conditions also include a high dust content and some risk of explosion. There are occasional slight to moderate vibrations in the process. The aggressive material has a density of 833 g/l and there is a high mechanical load within the hopper.

The heavy-duty version of the rotary paddle switch is mechanically extremely resilient for heavy and coarse-grained bulk materials. The horizontal installation with a right-angled gearhead with extension tube fits perfectly for the demand detection in coal chutes of power plants.
Thus, the heavy-duty version of the rotary paddle switch was the one to handle this condition. The sensor with high strength has a unique design with stainless steel protection tube around the shaft for increased stability when measuring heavy materials. With dust-proof housing and certified construction, a fast reaction time is realized during point level measurement. Due to the given conditions, the units were equipped with an appropriate sealing for a higher degree of safety. Further, it was prepared with an integrated rotation control which recognizes a fault of the unit and immediately initiates an alarm. The PNP electronics of the paddle switch uses 3-wire electronics technology with a non-contact output, open collector and PNP. These electronics could be connected to any standard PLC with 24V DC power supply and PNP input card. Besides stainless steel sliding bearing with conical shaped contact, a reinforced stainless steel shaft with increased diameter was constructed. The shorter shaft at the end of the stainless steel protection cap decreased the torque at this point. The fixing bolts and paddle made from 1.4404 steel were strengthened and the stronger spring increased the switching torque of the limit switch.
Bob’s tape version for raw coal storage: measurement accuracy even in extremely dusty environments
Further, the East Indian plant operator required a reliable continuous content measurement technology for his coal storage silos. The measurement technology should be easy to install and parameterize. There occur some difficult installation conditions with many inlets and fast feed speed. The coal bulk size varies and the granular has a density of around 600 g/l and a DK value of 3-4 with a conical material surface. The single chamber silos have heights from 20 meters to 40 meters (65 ft – 131 ft). The atmosphere is extremely dusty and contains some moisture. The level control has to retain its optimal performance under very sticky and noisy conditions.
As level control with an electromechanical plumb bob sensor is one of the most robust and customer-friendly technologies due to its simplicity and comprehensibility, it was the one to be chosen. The basis of this measuring method is the tape or rope coil driven by an electric motor and the sensing weight attached to it. This could be adjusted to the bulk density of the medium. Due to the sticky material the lot version of the with tape including effective self-cleaning mechanism by the integrated tape cleaner was configured. The electromechanical plumb bob sensors were mounted on top of the silo roof.
The integrated tape cleaner removes adherent materials and protects the housing of dust. The results of the bob are not influenced by the rough conditions in the storing silos. It works reliable also under the higher process temperature of 85 °C (185 °F). Most probe parts are in stainless steel. The commissioning of this sensor was quite easy, because the quick setup is menu guided. Plumb bobs fits also perfect with the connection to a visualization system if the operator decides for one in the future.
For the power plant in India, the investment in equipping these and other process areas has definitely paid off. The efficiency could be increased by a lot and downtimes have been greatly reduced. For this industry the classics of level measurement technology electromechanical lot and rotating paddle switches are always a good choice with their modular and robust design.

More powerful solutions that solve demanding conditions when it comes to measurement technology within the power industry can be discovered in the Webinar recording.









