


Precyzyjny pomiar poziomu podczas ważenia proszku wapiennego
Zakurzone, ścierne środowiska produkcyjne i ograniczona przestrzeń – przemysł cementowy stawia wysokie wymagania technologii pomiarowej. Precyzyjny pomiar poziomu i wykrywanie masy zapewniają jakość produktu i optymalizują proces produkcji. Wysokie narażenie na pył, ekstremalne temperatury i ograniczona przestrzeń montażowa wymagają solidnych czujników, które zapewniają długotrwałą precyzję.
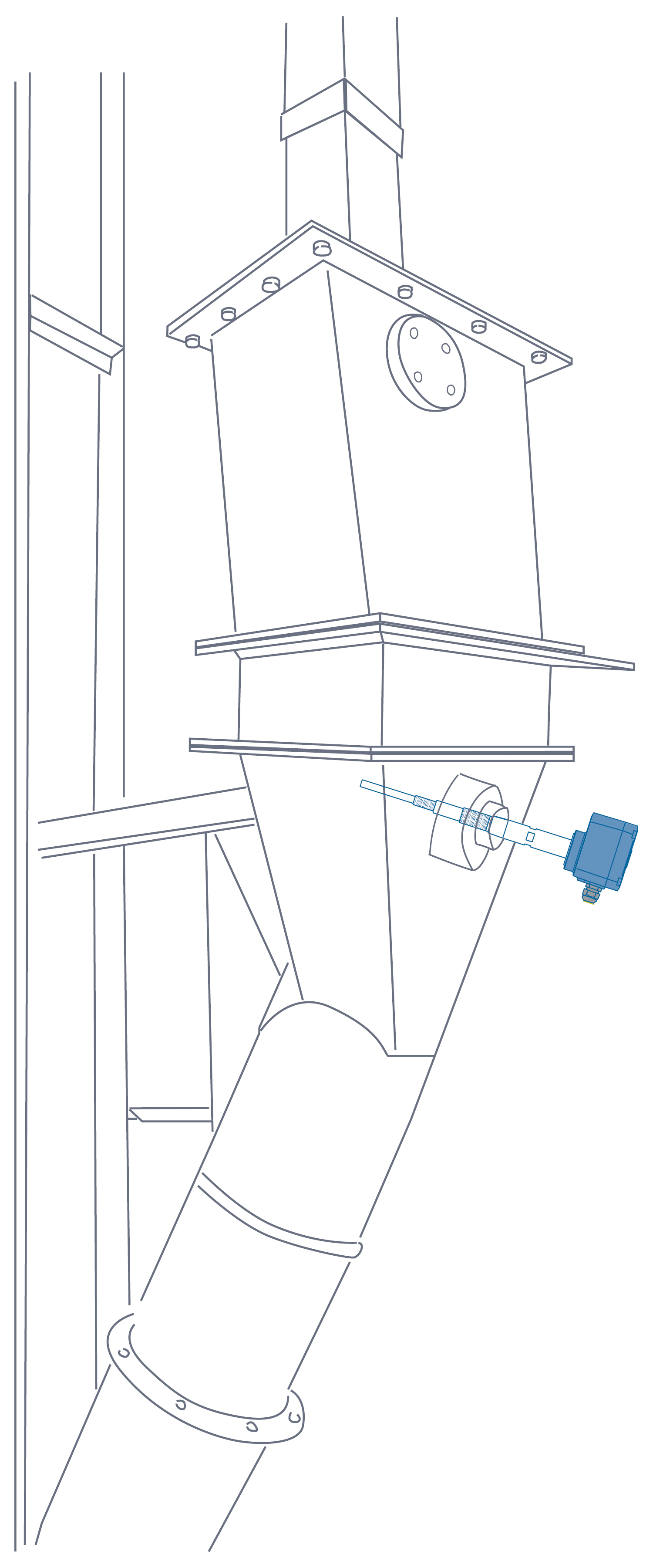
Zamontowany z boku czujnik RFnivo® zapewnia płynne dostarczanie materiału
Niemiecka firma z branży materiałów budowlanych, działająca na całym świecie, z powodzeniem wykorzystuje pojemnościowy czujnik poziomu RFnivo® RF 3100 firmy UWT do wykrywania stanów pustych w zbiornikach w systemach ważenia proszku wapiennego. Systemy te są niezbędne do precyzyjnego dozowania ilości materiału w celu zapewnienia pożądanej jakości produktu.
Wyzwania związane z zastosowaniem:
Niska stała dielektryczna: Proszek wapienny ma stałą dielektryczną wynoszącą zaledwie 1,6 do 2,0, co utrudnia wykrywanie za pomocą konwencjonalnych czujników.
Ograniczona przestrzeń montażowa: ograniczona przestrzeń w systemie ważenia wymaga kompaktowych rozwiązań czujnikowych.
Silne gromadzenie się materiału: Drobne cząsteczki mają tendencję do przywierania do powierzchni czujników i ścianek pojemników.
Ładunki elektrostatyczne: Duży ruch cząstek i niska wilgotność mogą powodować zakłócenia sygnału.
Rozwiązanie UWT
Czujnik został zamontowany bocznie w systemie ważenia jako detektor stanu pustego i niezawodnie sygnalizuje spadek poziomu materiału poniżej określonego progu. Pozwala to na precyzyjną kontrolę dostaw materiału i zapewnia nieprzerwaną produkcję
Rozwiązanie to zapewnia precyzyjne wykrywanie pustych zbiorników i optymalizuje cały proces produkcyjny. Dzięki połączeniu niezawodności, niskich kosztów konserwacji i łatwej integracji gwarantuje wysokie bezpieczeństwo eksploatacji.
RFnivo® - RF 3100 nadaje się nie tylko do stosowania w systemach ważenia proszku wapiennego, ale także do wielu innych zastosowań związanych z materiałami sypkimi w przemyśle materiałów budowlanych i cementowym, takich jak:
- Wykrywanie poziomu w silosach surowców czy cementu
- Wykrywanie pustych zbiorników w systemach dozowania i mieszania
- Monitorowanie poziomu w kontenerach transportowych
Zalety:
Precyzyjny pomiar pomimo niskich stałych dielektrycznych: pojemnościowa technologia pomiarowa umożliwia niezawodne wykrywanie nawet w przypadku materiałów o trudnych właściwościach elektrycznych, zapewniając dokładny pomiar nawet najmniejszych cząstek.
Odporność na gromadzenie się materiału dzięki inteligentnemu przetwarzaniu sygnału: innowacyjne przetwarzanie sygnału zapobiega błędom pomiarowym spowodowanym przywieraniem i gwarantuje długotrwałą, stałą jakość pomiarów.
Hermetycznie zamknięta obudowa chroniąca przed kurzem: solidna konstrukcja zapobiega przedostawaniu się kurzu, zapewniając niezawodne działanie w wymagających środowiskach.
Kompaktowa konstrukcja do montażu w ograniczonych przestrzeniach: Czujnik można montować w elastyczny sposób, dzięki czemu nadaje się on szczególnie do systemów o ograniczonej przestrzeni.
Brak zakłóceń sygnału spowodowanych ładunkami elektrostatycznymi: technologia pomiarowa została zaprojektowana tak, aby nie podlegała wpływom czynników zewnętrznych, takich jak ładunki elektrostatyczne lub wilgotność.
Proste uruchomienie: automatyczna kalibracja i nieskomplikowana parametryzacja za pomocą wyświetlacza i przycisków.


Co sprawia, że RFnivo® jest tak wszechstronny i niezawodny w wykrywaniu materiałów sypkich?
Pojemnościowy czujnik poziomu RFnivo® został zaprojektowany specjalnie do stosowania w zbiornikach magazynowych i procesowych. Działa jako detektor pełnego, zadanego i pustego poziomu dla szerokiej gamy materiałów sypkich o stałej dielektrycznej (DK) wynoszącej 1,5 lub więcej. Można go montować w pozycji pionowej, poziomej lub pod kątem. Jego solidna konstrukcja umożliwia niezawodne działanie w wymagających warunkach, dzięki czemu jest to wszechstronne rozwiązanie do różnych zastosowań.

Obszary zastosowania i specyfikacje techniczne
RF 3100 jest przeznaczony do stosowania w różnych procesach przemysłowych i oferuje następujące funkcje:
Szeroki zakres zastosowań dla materiałów sypkich, takich jak cement, mąka, piasek, granulaty i proszki.
Odporność na wysokie temperatury i ciśnienie, odpowiedni do temperatur procesowych od -40°C do +500°C i ciśnień procesowych od -1 do +25 barów.
Solidna konstrukcja: aluminiowa obudowa o stopniu ochrony IP67 zapewnia trwałość i niezawodność.
Wszechstronne przyłącza procesowe: dostępne z różnymi rozmiarami przyłączy, w tym gwintami M30, M32, G ¾", G 1", G 1½" i NPT, aby spełnić różnorodne wymagania instalacyjne.
Innowacyjne technologie zapewniające niezawodne pomiary
RF 3000 łączy w sobie zaawansowane technologie, które zapewniają wysoką wydajność w trudnych zastosowaniach:
Technologia „Active Shield” sprawia, że czujnik jest odporny na gromadzenie się materiału poprzez kompensację zakłóceń, zapewniając precyzyjne pomiary.
Automatyczna kalibracja upraszcza instalację i uruchomienie, ponieważ czujnik dostosowuje się do konkretnych warunków pracy.
Opcjonalna pełna powłoka PFA zapewnia dodatkową ochronę w środowiskach korozyjnych, rozszerzając zakres zastosowań czujnika.
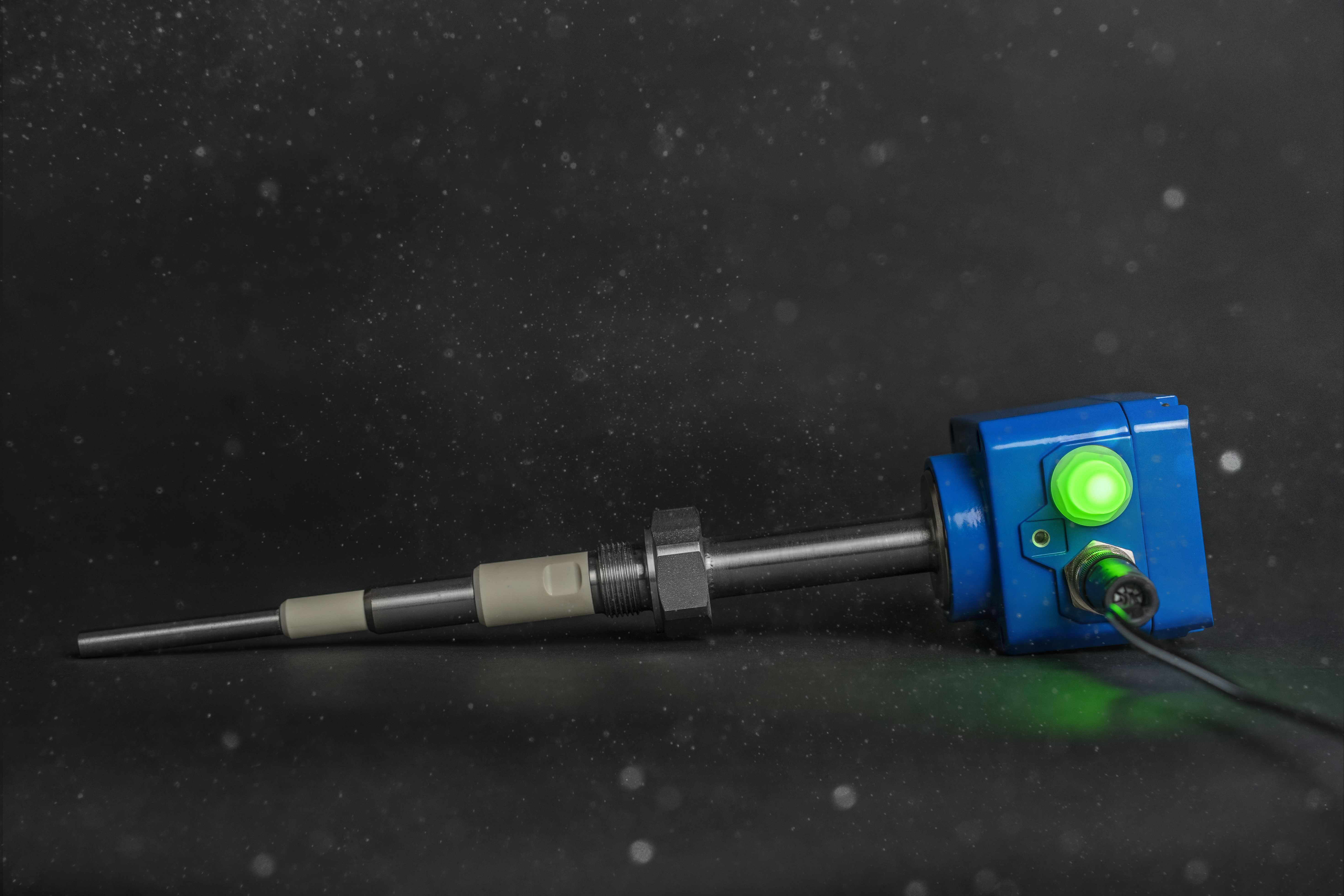
Wizualne monitorowanie poziomu za pomocą lampy sygnalizacyjnej NivoLED®
W zapylonym środowisku systemu ważenia proszku wapiennego połączenie pojemnościowego przełącznika poziomu i lampy sygnalizacyjnej zapewnia wyraźne i niezawodne wskazanie poziomu. Tradycyjne wskaźniki są często trudne do odczytania w takich warunkach – dwukolorowa sygnalizacja LED stanowi proste i skuteczne rozwiązanie.
Wyraźna sygnalizacja na pierwszy rzut oka:
Zielony: Normalna praca – nie wymaga natychmiastowego działania
Czerwony: stan krytyczny – zbiornik pusty (w tym przykładzie zastosowania) lub pełny, wymagający natychmiastowej interwencji
Kluczową zaletą jest prosta integracja: NivoLED® można podłączyć bezpośrednio do sygnału przełączającego RFnivo® bez skomplikowanego okablowania lub dodatkowych nakładów instalacyjnych. Dzięki wbudowanej ochronie przeciwwybuchowej nadaje się również idealnie do stosowania w środowiskach zagrożonych wybuchem pyłu.
Wizualne wskazanie poziomu minimalizuje przestoje w produkcji, zmniejsza ryzyko przepełnienia lub niedoborów materiału oraz zwiększa bezpieczeństwo procesu – zapewniając optymalne pod względem ekonomicznym i nieprzerwane dostawy materiału.








