



Continuous, Point Level Measurement and leak detection for safe, efficient and sustainable operations
In chemical production, processes must be precisely controlled to ensure consistent quality and long-term safety.
Accurate detection of fill levels in tanks, reactors and silos is just as important as reliable point level measurement with integrated overfill and leakage detection – protecting people, the environment and equipment.
Tailored solutions for complex processes
The chemical sector is one of the most diverse industries. A wide range of media – from aggressive acids and alkalis to solvents, abrasive powders and sticky pastes – place high demands on measurement technology.
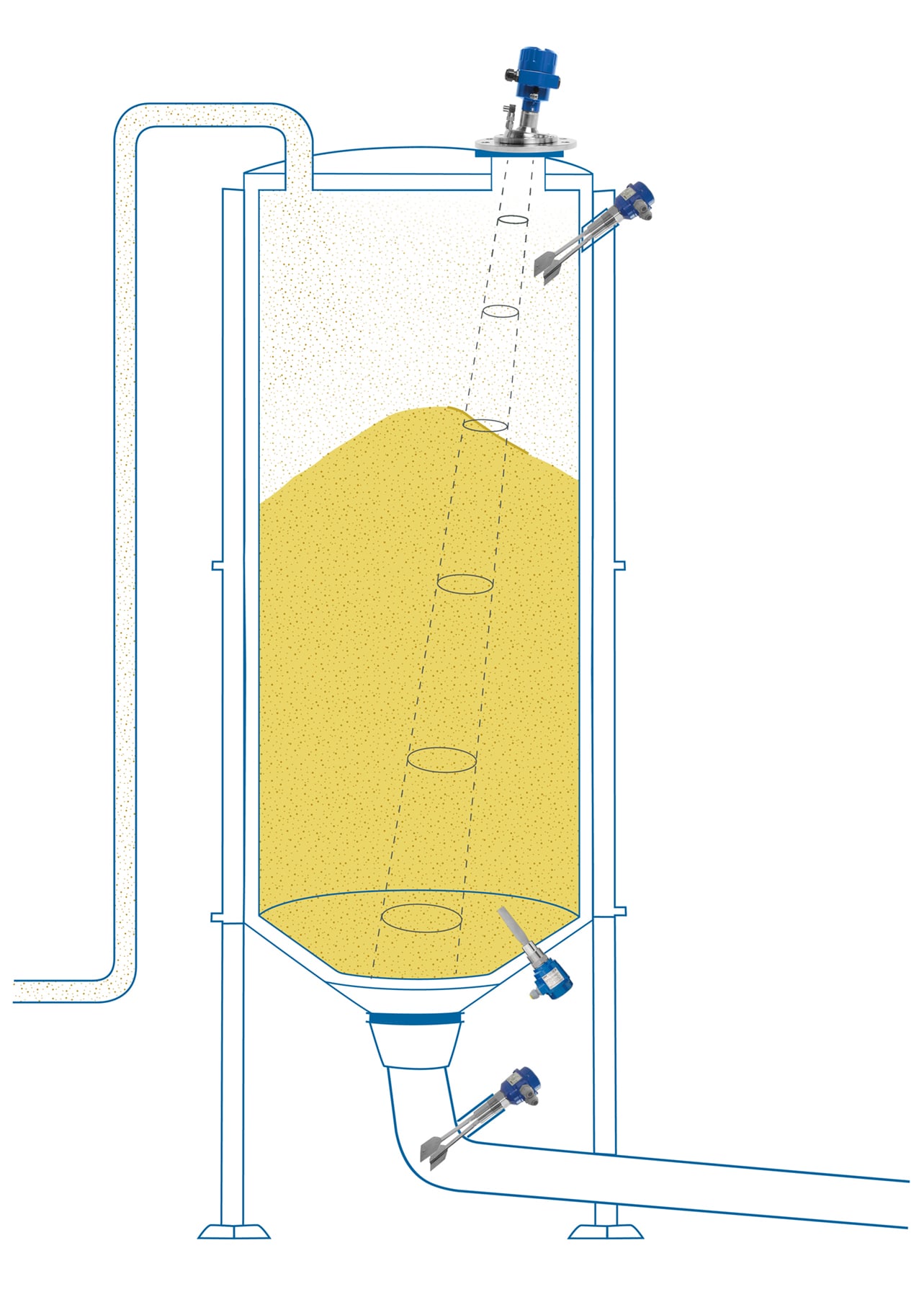
with capacitive, vibrating or rotating paddle sensors – for reliable overfill, demand and empty level monitoring, as well as for preventing material blockages in bulk solid processes
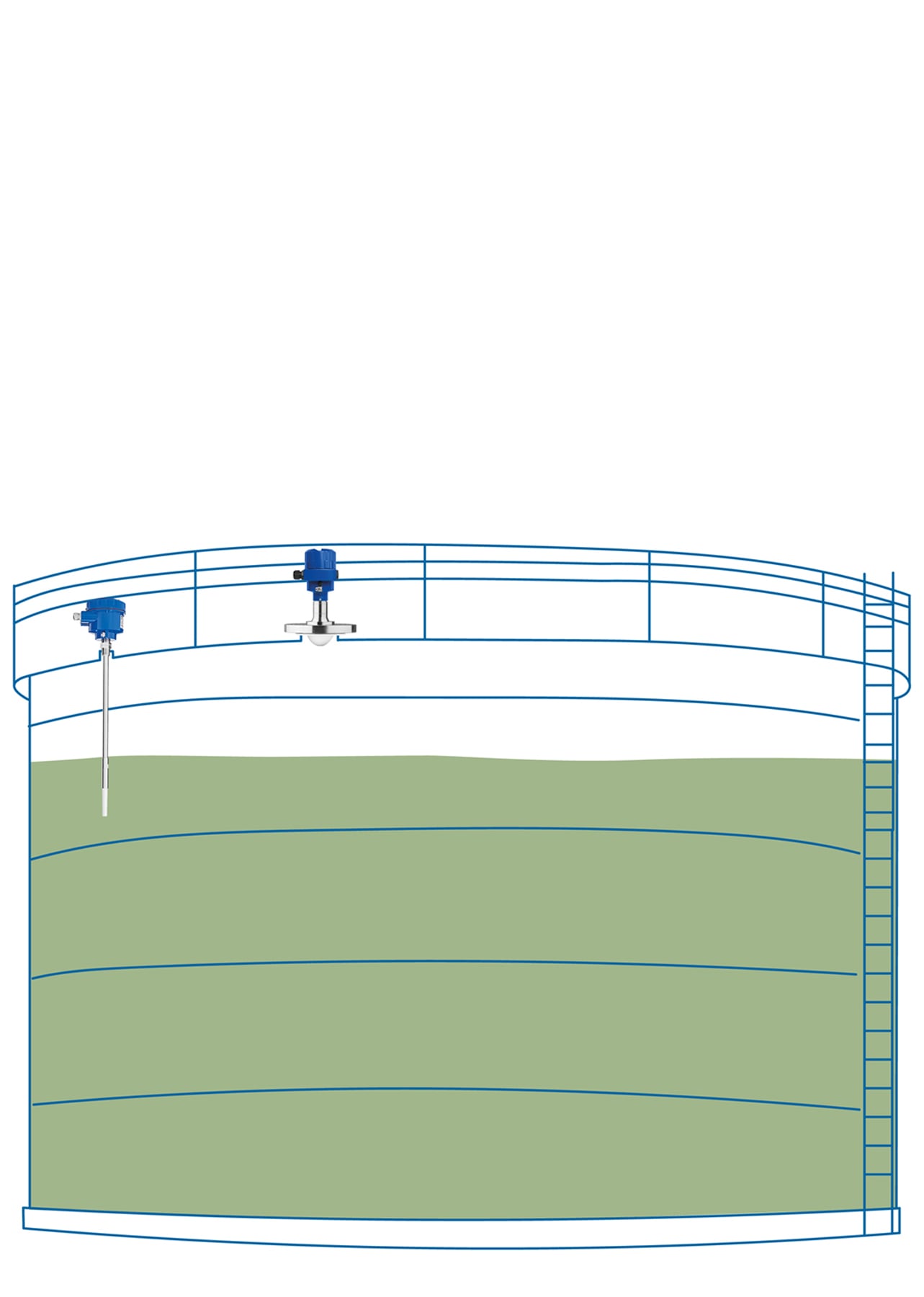
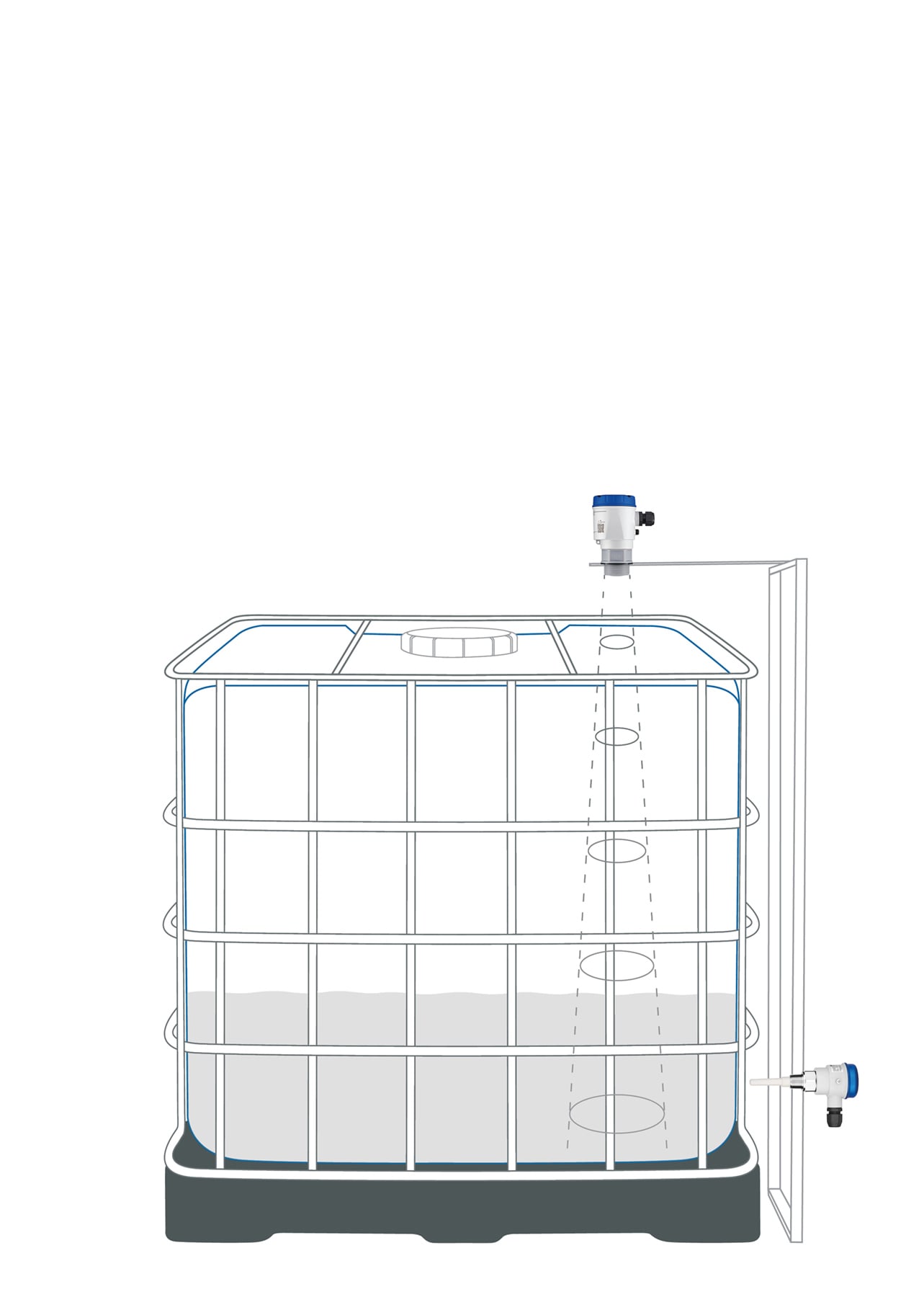
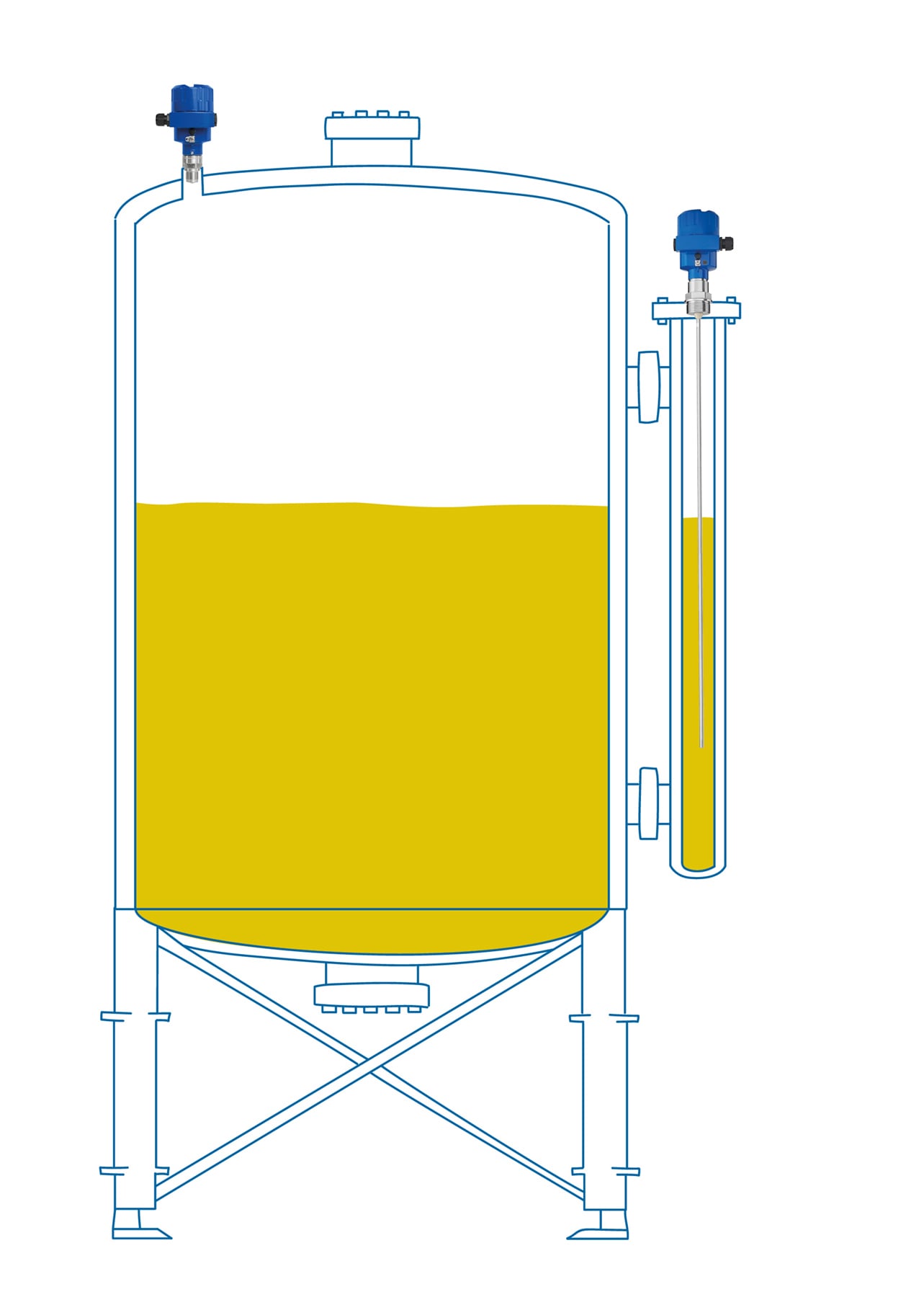
with 80 GHz radar and TDR technology (NivoRadar®, NivoGuide®) or with electromechanical systems (NivoBob®) – accurate and dependable even in steam, condensate or dusty conditions
With a broad portfolio of sensors and systems, the right solution is available for every measuring task:
for multiphase processes
Leak detection for water-polluting liquids in compliance with WHG or VLAREM
for centralized visualization, alarm management and level monitoring
Together, these technologies form well-designed measurement chains that enhance transparency, minimize downtime and reduce operating costs.
Benefits
• Maximum process and operational safety
• Reduced maintenance effort and downtime
• Precise consumption data for optimized inventory management
• Easy integration into existing control systems
• Sustainable operation through efficient material management
Robust design and product purity
Few industries demand as much from materials, durability, and quality assurance as the chemical sector. UWT sensors are modular in design and offer numerous configuration and material options to meet any requirement – from corrosive liquids and abrasive bulk materials to high temperatures or explosive atmospheres. High-grade materials such as stainless steel 1.4404 (316 L), Hastelloy, or PFA coatings ensure chemical resistance and long service life.
UWT sensors feature international certifications including ATEX, IECEx, FM, and SIL, and – depending on the application – also comply with WHG or VLAREM regulations. This ensures globally safe and standards-compliant operation.
Another important factor is product purity. UWT provides sensors with hygienic designs, crevice-free process connections, and metal-detectable shaft seals for rotary paddle switches – a valuable contribution to quality assurance and product safety.
These features combine to deliver clean, safe, and reliable measurement solutions. By uniting robust sensor technology with high product purity, consistent product quality is maintained throughout chemical production.
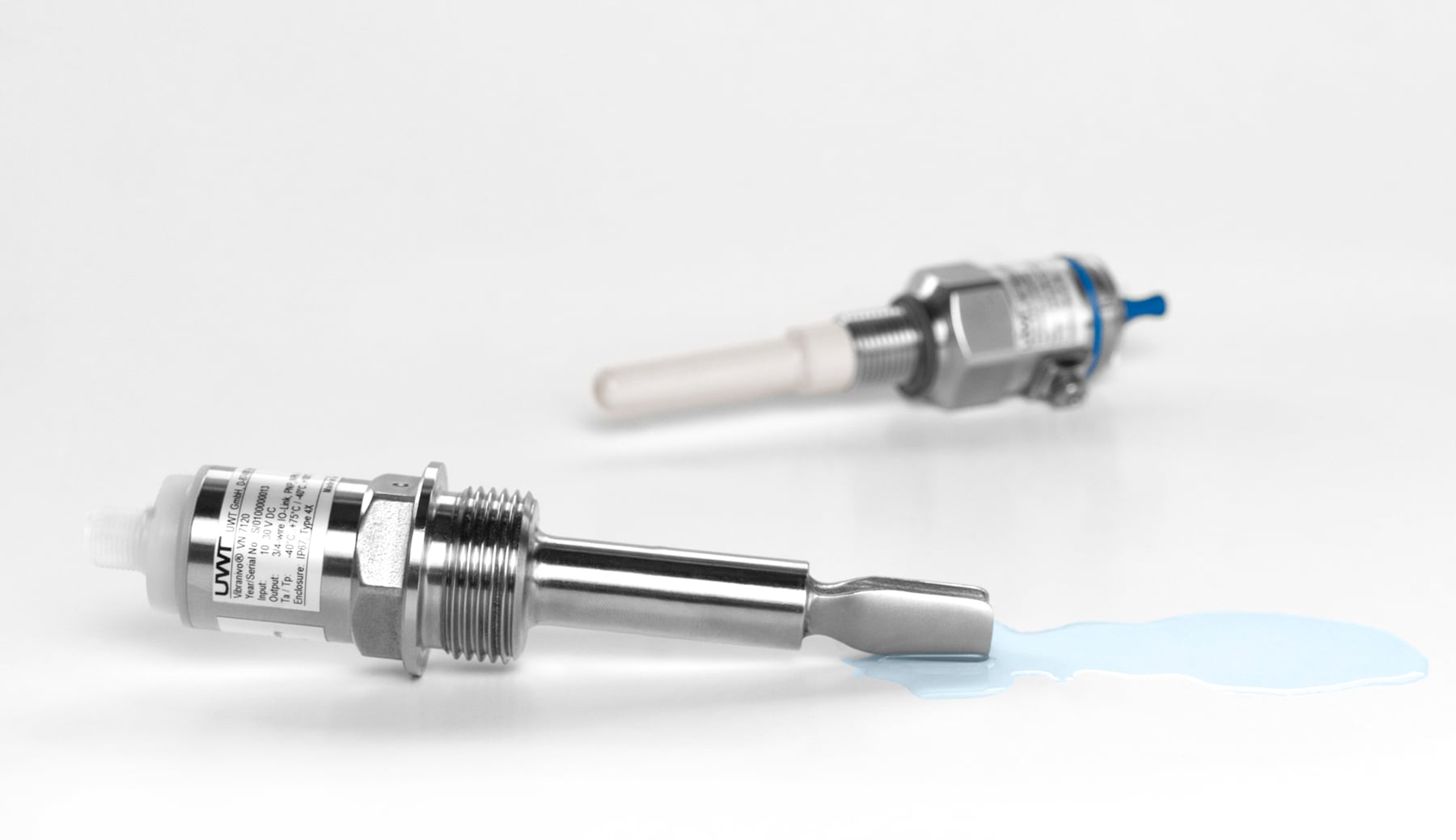
Point level switch with international approvals for overfill protection and leakage detection
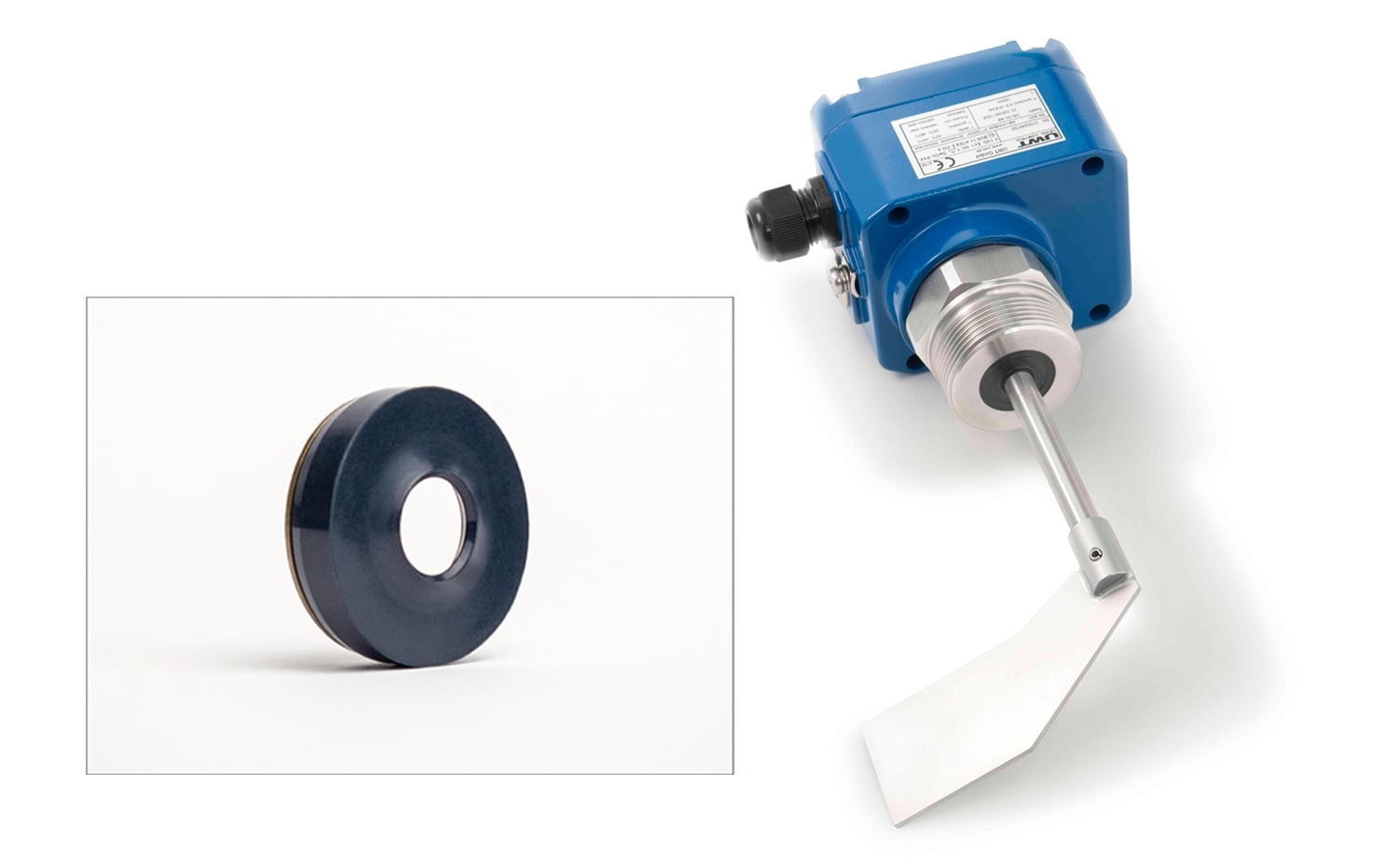
Metal-detectable shaft seal on the Rotonivo® rotary paddle switch for enhanced safety
Efficiency, safety and sustainability in focus
With intelligent sensor technology and modern monitoring systems, fill levels can be tracked centrally, process trends analyzed and maintenance cycles planned proactively.
This increases process transparency, reduces operating costs and supports sustainable plant operation.
Whether in storage tanks, reactors, dosing vessels or silos – reliable level, point level and leakage detection form the foundation for safety, efficiency and product quality in the chemical industry
Discover more applications in the chemical industry
Whether for the storage, dosing or processing of acids, alkalis, solvents, powders or granulates – from basic chemicals to specialty products: UWT sensors ensure stable and reliable processes in chemical applications.
Our level measurement technology stands for safety, efficiency and precision – from continuous and point level detection to overfill protection and leakage monitoring.
Find all solutions at a glance in our industry brochure:

Focus: Hygienic Design in Detail
Learn more about the specific requirements for level measurement in hygienic processes – such as EHEDG-compliant design, FDA-approved materials, CIP / SIP cleanability, or Tri-Clamp process connections – in our in-depth blog article Hygiene – EHEDG & FDA-Compliant Sensor Solutions for CIP / SIP Processes









