Special solutions with increased corrosion resistance of point level measurement equipment
Performance failures of level sensors cause costs to rise – not only due to the interruption of process but also when the replacement and commissioning of the devices become time-consuming. Capacitive RF probes with full coating protection as a safe and reliable measurement solution especially in flue gas cleaning.
In power plants, the demands made on the fill level sensors can be very high due to the fact that the sensors come into contact with aggressive media such as sulfur oxides, heavy metals or even acids. Where limit switches are used for dust detection in flue gas cleaning, they need to be robust enough in order to deliver reliable and consistent performance. Often maintenance costs or replacement of these sensors can be very high due to their quality not being adequate to meet the demands and so they achieve only a short operating life. This is particularly evident in measurement tasks in flue gas cleaning within waste incineration plants.
Flue gas cleaning in waste incineration plants:
A waste incineration plant in Germany experienced severe corrosion of its level detectors within the flue gas cleaning processes. Smoke gases contain different pollutants, such as carbon dioxide and carbon monoxide, sulphur dioxide, nitrogen oxides, hydrochloric acid, heavy metals, dioxins and fly ash or soot. They are usually dusty particles with varying grain sizes. Due to the aggressive media that is generated in the process containers, the sensors experienced considerable deterioration. In particular, the booms, or shafts, which are directly exposed to the filter dusts were corroded so badly that they malfunctioned after just 1-2 years post installation.
The main tasks during flue gas cleaning are denitrification, dust extraction and desulphurisation. Depending on the individual system, these tasks are carried out in several stages. Within a waste incineration plant, smoke gases are generated during combustion, which pass through the electrostatic precipitator as the first cleaning stage. Here separation/deposition of heavy metals, which are bonded to the fine and ultra-fine dust, takes place. Then, there follow two washing stages, the leaching out of chlorine compounds, corundum compounds and sulfuric acid. Here, the highly aggressive hydrochloric acid is extracted as a waste product. The process continues with the catalytic purification process for the deposition of nitric oxides, dioxins and furans and ends in the flow-current absorber. The final purification stage of the flue gas removes the remaining amount of heavy metals and pollutants. It is only after the flue gases have passed through the multi-stage flue gas cleaning, that the purified exhaust air is able to leave the chimney.
The performance range of such plants can vary from a few thousand to several hundred thousand cubic meters of flue gas per hour. For the separation of the filter dust in the flue gas cleaning, a reliable signal is required in order to ensure plant safety. In the case of insufficient protection, the probes usually fail after a short life cycle. Even sensors with stainless steel brackets experience corrosion or are damaged in this aggressive process environment. Chemicals such as sulfur, hydrochloric acid and chlorine are too aggressive for the stainless steel in these applications. Failure of the measurement sensor system results in costly process interruptions and subsequent replacement of the devices.
Longer service life due to increased corrosion resistance
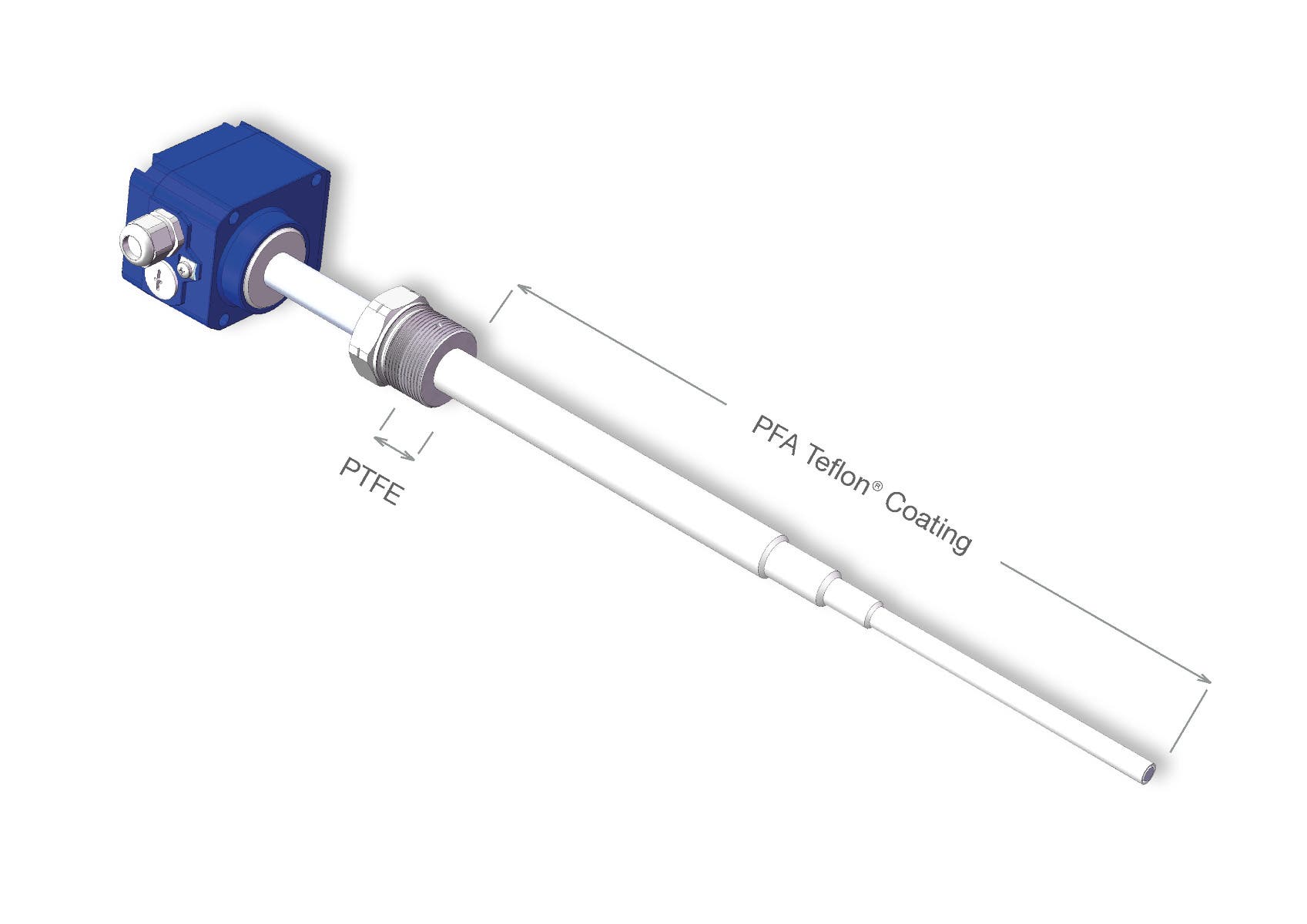
UWT has further developed the capacitive level limit switch for this type of measurement task in the dust extraction of flue gases so that it meets and withstands the demanding conditions. All process-contacting parts of the sensor have been designed to be completely corrosion-resistant. Firstly, the RF boom is coated with PFA and, secondly, a section of the process connection thread has been completely made of PTFE so that all parts in contact with the process are fully corrosion-protected.
Probe boom with PFA full coating
The shaft of the RFnivo® limit switch is fully coated with PFA. It is resistant to almost all chemicals and can withstand temperatures of up to 240°C. In contrast to a spray coating, the type of coating of the RF probe is much more resilient, up to 1.5 mm thick, and thus has more protection in abrasive applications.
The RFnivo® 3100 with its PFA fully coated probe boom is ideally suited for level measurement in flue gas cleaning processes. It functions as a full detector and can be installed vertically, horizontally or obliquely. It measures the capacitance between the probe and the vessel wall. If the boom is covered with product, the capacity changes. The switching point is output as an electronic signal.
For a waste incineration plant, the RFnivo® was installed as a backlog warning device in the electrostatic precipitator. All RF device types have an active coat compensation, which makes the probe insensitive to material deposits on the boom. This further increases the functional safety of the capacitive limit switch. This Active Shield technology is not affected by the PFA coating, nor by any caking that is produced during fine dust measurement. In addition, the PFA coating counteracts adhesion. So, UWT has developed full protection against corrosion, adhesion and abrasion and the measurement results are not adversely affected by the coating. At the same time, the sensor is sensitive enough to detect the fine dust in the processes of flue gas cleaning. Accurate detection of materials with a DK value > 1.5 is achieved.
Process connection thread made of PTFE
In order to ensure full and comprehensive protection of the process-contacting probe extension the process connection thread, which is connected to the boom, is made completely from PTFE.
Thus, all parts in contact with the process have sufficient protection. This allows for the coated RF probe to also be used as a full detector in the intermediate containers for the storage of filter dust and fly ash. In this situation, the highly dosed hydrochloric acid condensate is also present, which has until now adversely affected previous measurement technique in that the booms have been so corroded that they have partly fallen off. With the PFA full coating and the PTFE connection thread such chemicals are no longer a threat. The RFnivo® 3100 with fully coated probe boom can be made with a boom length from 200mm up to 1500mm and can therefore be used in a variety of installations.
In plastics, PTFE is the material that offers most resistance to most basic chemicals. Apart from liquid sodium and fluorine compounds, PTFE is resistant to almost all media even at higher temperatures. Corrosion on the thread itself is thus reduced by a special design using Teflon®. Due to the extremely low surface tension of PTFE, no dust-like materials from the flue gas filters stick to or cake the process connection thread. In addition, the capacitive RF limit switch already offers a particularly high load capacity in the standard version. If overpressure is present in the process tank, this can be up to 25 bar for and still the RF probe will operate.
The capacitive RFnivo® has been specially designed for the level detection of bulk solids. Due to the customized design, it delivers excellent functionality in the level detection of dusty particles with varying grain size.
Advanced technologies for flue gas dust extraction
Commissioning is achievable in minutes without the operator having to go deep into the physical connections of a capacitive measuring principle. The design of the RFnivo® electronics makes commissioning straightforward and user-friendly. After the probe has been installed and the supply voltage has been connected, it automatically calibrates itself and detects by means of self-monitoring, which runs in the background, if there is a malfunction of the probe. The display on the electronics indicates whether the calibration was successful and whether the probe has the appropriate switching state for the application. In addition, the current measured capacity (in pF picofarad) is displayed. This allows the operator to calculate the necessary sensitivity. In order to meet the increasingly stringent environmental requirements, MHKW are constantly looking for innovative technologies to keep their plants up-to-date.
The capacitive fully-coated RF sensor is a new safe solution for all systems where applications with a particularly aggressive process environment exist. This is, for example, wherever flue gas cleaning takes place. In addition to waste-to-energy plants, this situation applies to biomass plants, peat and coal power plants. Improved corrosion protection of measurement sensors in certain processes for flue gas cleaning is an important topic for sludge combustion in chemical plants as well as for sawmills with integrated incineration plants for the production of energy.